Технология монтажа стальных вертикальных цилиндрических резервуаров путем полистового монтажа резервуара подращиванием.
В Казахстане активно реализуются и планируются к запуску крупные проекты в сфере нефтегазодобычи, нефтегазохимии и энергетики, требующие применения передовых технических решений для строительства резервуаров объемом более 10 000 м³. Увеличение объемов добычи и переработки нефти, развитие производства сжиженного природного газа и его компонентов ведут к расширению резервуарных парков. Для решения задач транспортировки и перевалки продукции, строительства резервуаров на отдаленных и северных месторождениях, а также повышения надежности и долговечности оборудования используются современные инженерные подходы и технологии.
Технология монтажа стальных вертикальных цилиндрических резервуаров путем полистового монтажа резервуара подращиванием.
В Казахстане активно реализуются и планируются к запуску крупные проекты в сфере нефтегазодобычи, нефтегазохимии и энергетики, требующие применения передовых технических решений для строительства резервуаров объемом более 10 000 м³. Увеличение объемов добычи и переработки нефти, развитие производства сжиженного природного газа и его компонентов ведут к расширению резервуарных парков. Для решения задач транспортировки и перевалки продукции, строительства резервуаров на отдаленных и северных месторождениях, а также повышения надежности и долговечности оборудования используются современные инженерные подходы и технологии.
Основные технологии монтажа стальных вертикальных цилиндрических резервуаров
рулонирования;
полистового монтажа резервуара подращиванием или подращиванием поясов;
комбинированный.
Мировой опыт показал, что резервуары большой вместимости, построенные методом рулонирования, не обладают достаточной надёжностью из-за конструктивных особенностей. Выявленные в ходе эксплуатации недостатки и аварийные случаи, связанные с конструкцией рулонированных резервуаров, привели к отказу от этого метода для строительства резервуаров объёмом более 10 000 м³.
Метод рулонирования также ограничен при использовании полотнищ толщиной свыше 18 мм, поскольку жесткость таких листов затрудняет их формовку. Кроме того, размеры рулонов ограничиваются возможностями транспортировки, особенно по железной дороге: максимальная длина рулона составляет 12-18 м, диаметр — до 3,2 м, а масса — до 60 тонн. При разработке отдалённых месторождений доставка рулонов также затруднена: по воде — только в период короткой навигации, а по суше — только зимой.
Нормативные документы Казахстана исключают использование метода рулонирования для резервуаров с толщиной стенок нижнего пояса более 18 мм, а в случаях превышения этой толщины рекомендуют использовать метод полистовой сборки. Аналогичные ограничения прописаны и в международных стандартах, которые не предусматривают использование рулонированных конструкций для строительства крупных резервуаров.
Современные решения для строительства резервуаров вместимостью от 10 000 м³
Передовые технические решения в области строительства крупных резервуаров объёмом от 10 000 м³ базируются на развитии технологий сварочного производства и применении новых, конкурентоспособных методов монтажа, которые повышают надёжность конструкций и упрощают их установку.
Анализ мирового опыта монтажа резервуаров большой вместимости в удалённых и труднодоступных местах показывает следующие оптимальные подходы:
Изготовление поясов стенки методом полистовой сборки с применением автоматической установки для сварки вертикальных швов;
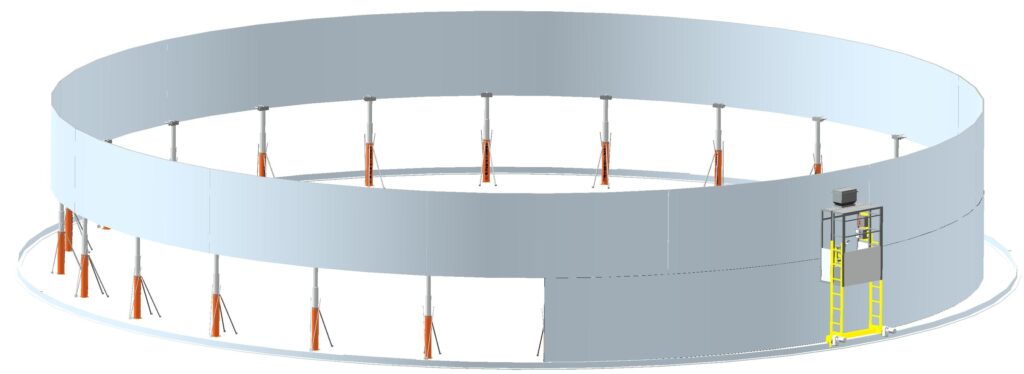
Монтаж резервуара методом «подращивания» с использованием модульной гидравлической домкратной системы для управляемого подъема;
Выполнение кольцевых швов с использованием автоматической сварочной установки, адаптированной для метода “подращивания”.
Эти решения позволяют повысить надёжность конструкции и упростить процесс монтажа в сложных условиях.
Преимущества технологии полистового подращивания для монтажа крупных резервуаров
Технология полистового подращивания позволяет эффективно и надёжно монтировать вертикальные стальные резервуары объёмом 10 000 м³ и более. Основные преимущества этой технологии:
Монтаж из отдельных металлических листов: резервуары собираются из листов шириной 1,8–3 м и длиной до 12 м, завальцованных по проектному радиусу в заводских условиях. Все сварочные швы (вертикальные и горизонтальные) выполняются автоматической сваркой на месте монтажа с 100% физическим контролем качества швов, что значительно повышает эксплуатационную надёжность резервуара.
Высокая точность и геометрия: точность сборки обеспечивается технологией подращивания, что позволяет строго соблюдать проектные параметры конструкции.
Сокращение сроков монтажа и повышение надёжности: использование автоматизированных процессов и контроля качества сокращает сроки строительства, обеспечивая при этом высокую надёжность объектов повышенной опасности.
Транспортировка стандартным транспортом: готовые элементы стенок и днищ доставляются в специальных контейнерах, что позволяет отказаться от использования мощных грузоподъёмных механизмов и применять обычный транспорт.
Качество вертикальных швов: технология позволяет исключить сложности контроля качества и изготовления вертикального монтажного шва.
Использование гидравлических домкратов: метод подращивания реализуется с помощью гидравлических домкратов, что исключает потребность в громоздкой грузоподъёмной технике.
Применимость в труднодоступных регионах: технология позволяет монтировать резервуары с требуемой толщиной стенок в удалённых и труднодоступных районах, включая северные территории.
Технология полистового подращивания является оптимальным решением для строительства резервуаров большой вместимости в различных климатических и географических условиях.
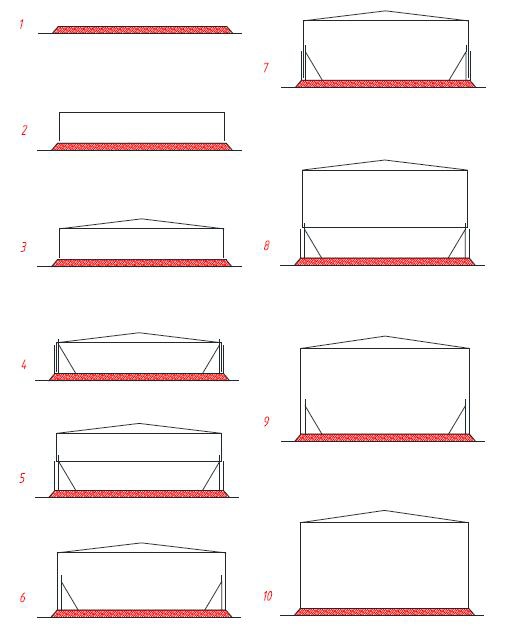
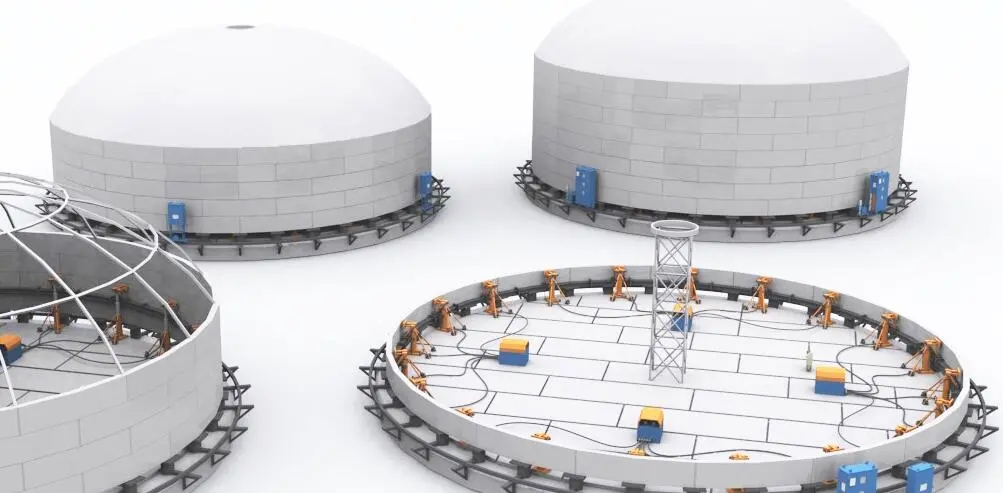
Принцип системы монтажа полистового подращивания для монтажа крупных резервуаров
Следующее краткое описание дает краткое описание рабочей процедуры. При необходимости его можно изменить в некоторых деталях.
Укладка и сварка днища резервуара: Металлические плиты днища укладываются на подготовленный фундамент и свариваются.
Сборка крыши и верхнего кольца оболочки: Балки или решетчатая конструкция крыши собираются и крепятся к верхнему краю кольца оболочки.
Установка домкратного оборудования: Оборудование монтируется, а плиты второго кольца корпуса размещаются снаружи первого.
Подъем готовой части резервуара: Гидравлическое оборудование поднимает крышу и верхнее кольцо на высоту, достаточную для установки второго кольца.
Сварка второго кольца обечайки: Плиты второго кольца обечайки выравниваются и привариваются к первому кольцу.
Размещение третьего кольца обечайки: Плиты третьего кольца устанавливаются снаружи второго.
Повторный подъем конструкции: Подъем готовой части резервуара продолжается, чтобы установить последующие кольца.
Повторение цикла: Шаги с 4 по 7 повторяются до установки последнего кольца обечайки.
Окончательная установка и сварка: Резервуар опускается на нижнюю пластину и приваривается.
Демонтаж домкратного оборудования: По завершении монтажа домкратное оборудование демонтируется.
Примерный расчет сроков производства и количества персонала.
Рекомендуемый комплект для сооружения резервуара с габаритами: диаметр 39 900 мм; высота 17 880 мм:
2 шт – Установки автоматической сварки для горизонтальных кольцевых швов;
1 шт – Установка автоматической сварки для вертикальных швов;
1 шт – Автоматический аппарат для сварки днища (трактор)
1 к-т – Система подъема на модульной основе
При такой комплектацией оборудованием потребуется:
5 сварщиков
6 доп. помощников
1 оператор крана и его 1 помощник
В этом случае резервуар можно изготовить за 70 дней (30 дней для стен, 40 дней для крыши и днища).
ОСТАВЛЯЙТЕ ЗАЯВКУ И НАШ СПЕЦИАЛИСТ СВЯЖЕТСЯ С ВАМИ:






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}